Как правильно наточить нож для рубанка в домашних условиях

Правильный угол заточки ножа рубанка можно восстановить вручную или автоматическим способом при помощи специального станка. Но сначала необходимо разобраться, когда инструмент требует обслуживания, и изучить существующие методы подробно.
Как определить необходимость заточки ножа рубанка
И ручные, и электрические рубанки время от времени требуют переточки, особенно при интенсивном применении. Контакт с древесиной затупляет лезвие, и инструмент начинает хуже работать.
Понять, что для рубанка пора провести заточку под определенным углом, помогают следующие признаки:
- древесная стружка при снятии часто ломается и обладает рваными краями;
- при обстругивании заготовок приходится прикладывать больше усилий;
- на поверхности древесины после нескольких проходов остаются выступающие бугры или зацепки.
Если речь идет об электрическом инструменте, то о необходимости заточки свидетельствуют и другие признаки. А именно:
- изменение звука при работе;
- появление лишней вибрации;
- быстрый перегрев исправного инструмента.
При использовании электрического рубанка оценивать состояние режущей части нужно в первую очередь по качеству обработанных заготовок. Вибрации и нетипичные звуки могут свидетельствовать о поломках, не связанных с углом заточки.
 При обработке твердой древесины рубанок тупится быстрее, чем при строгании мягких заготовок
При обработке твердой древесины рубанок тупится быстрее, чем при строгании мягких заготовок
Какой угол заточки ножей ручного и электрического рубанка в градусах
Если инструмент затупился, то недостаточно просто заточить ножи рубанка в домашних условиях до острого состояния. Необходимо соблюдать определенный угол, иначе лезвие даже после обработки не сможет качественно снимать с древесины стружку.
Показатель зависит в первую очередь от типа применяемых в мастерской заготовок. Согласно правилам, угол заточки ножа рубанка равен:
- 20-25 градусов — для обработки сосны, осины, лиственницы, липы или другой мягкой древесины;
- 30-35 градусов — для обстругивания дубовых, кленовых, грушевых, грабовых и иных твердых заготовок.
Чаще всего режущая железка инструмента уже имеет четко выраженный угол заточки. Формировать его заново не приходится, достаточно просто придерживаться хорошо различимого скоса на металле.
Внимание! При проведении домашней переточки инструмент очень важно твердо фиксировать в процессе, иначе четкость угла пострадает.
Способы и приспособления для заточки ножей ручного и электрического рубанка
Заточку под нужным углом проводят стандартными способами. Использовать можно те же самые приспособления, что и при обслуживании кухонных ножей.
Заточка при помощи бруска
Самый простой способ заточить лезвия электрорубанка или ручного инструмента под выбранным углом предлагает использовать брусок, который есть практически в каждом доме. Алгоритм выглядит следующим образом:
- Точильный камень устанавливают на ровной столешнице или зажимают в тисках для исключения вибраций и скольжения.
- Затупившуюся железку строгального приспособления фиксируют в специальном зажиме или просто крепко сжимают в руке за заднюю часть.
- Точильный брусок смачивают водой, а затем устанавливают лезвие на его поверхности под выбранным углом.
- Плавными движениями с легким нажимом нож передвигают по зернистому камню, не допуская резких рывков и соскальзывания.
- Время от времени брусок снова смачивают водой для повышения эффективности заточки и удаления образующейся пыли.
Через несколько минут лезвие проверяют на остроту. Если переточка прошла успешно, железку можно устанавливать обратно в рубанок и пробовать в работе.
 Ручная заточка рубанка удобна тем, что позволяет снимать минимальное количество металла
Ручная заточка рубанка удобна тем, что позволяет снимать минимальное количество металла
Заточка при помощи станка
Провести переточку строгального приспособления под необходимым углом можно при помощи специального электрического станка. Способ более быстрый и кажется очень простым, но на самом деле использовать его рекомендуется при наличии опыта. Для новичков станок окажется сложнее, чем ручной точильный камень. В процессе обработки можно случайно деформировать лезвие или снять с него намного больше металла, чем необходимо.
Заточку рубанка по правилам на специальном станке проводят так:
- Извлекают из ручного или электрического приспособления затупленный нож.
- Смачивают водой металлическую поверхность лезвия и выставляют самые малые обороты для станка.
- Запускают двигатель устройства.
- Приставляют лезвие к вращающемуся абразивному кругу под нужным углом с небольшим нажимом.
- Обрабатывают кромку до тех пор, пока она не станет равномерно острой.
При переточке на электрическом приспособлении рекомендуется пользоваться защитными перчатками, чтобы не поранить руки быстро вращающимся абразивным камнем.
Внимание! Рубанок нельзя обрабатывать при помощи станка на большой скорости. Это повышает вероятность повреждения режущей кромки, после чего придать ей нужный угол будет сложно.
Заточка рубанка при помощи мусата
Если под рукой нет специального станка или простого точильного бруска, восстановить остроту лезвия можно мусатом. Обычно приспособление применяют для кухонных тесаков, но и с железкой рубанка оно справится хорошо.
Мусатом называют длинный точильный стержень с рукоятью в верхней части. Инструмент может быть керамическим или алмазным. Алгоритм правки угла режущей кромки на мусате выглядит так:
- Приспособление устанавливают на ровную столешницу вертикально — рабочей частью вниз, рукоятью вверх.
- Кромку ножа приставляют к поверхности в соответствии с таблицей углов заточки рубанков по дереву.
- Легким дугообразным движением перемещают железку по стержню сверху вниз.
- Процедуру повторяют несколько раз подряд, пока лезвие не станет острым с одной стороны.
- Нож переворачивают и при необходимости повторяют алгоритм для противоположной поверхности режущей кромки.
Чтобы мусат не скользил по столу и сохранял ровное положение, под его кончик рекомендуется подложить мягкое полотенце. Сильно нажимать на строгальный инструмент в процессе переточки под углом не требуется, иначе на режущей кромке могут остаться дефекты.
 Удобнее всего точить нож на алмазном мусате — для придания лезвию остроты хватает нескольких движений
Удобнее всего точить нож на алмазном мусате — для придания лезвию остроты хватает нескольких движений
Как правильно наточить нож для ручного рубанка
Заточить железку рубанка ручного типа проще всего. Алгоритм выглядит следующим образом:
- На инструменте раскручивают прижимные болты и извлекают лезвие из колодки.
- На столе размещают точильный брусок крупной зернистости и смачивают его водой.
- Нож приставляют к поверхности камня в соответствии с нужным углом.
- В течение нескольких минут выполняют круговые медленные движения по абразивному бруску.
- После черновой переточки берут камень с мелким зерном и повторяют на нем ту же самую процедуру, чтобы как следует отшлифовать обработанную кромку.
Совет! Править остроту ножа лучше при первых признаках затупления. В таком случае процедура не займет много времени, и восстановить нужный угол будет проще.
Как правильно наточить ножи на электрорубанке
Наточить ножи на электрорубанке своими руками не сложнее, чем поправить остроту лезвий в ручном инструменте. Но перед проведением процедуры нужно осмотреть устройство и понять, к какому типу относятся его режущие части.
Электрическое строгальное приспособление может быть оснащено:
- Одноразовыми ножами. Такие лезвия сделаны из твердосплавного материала и обладают обоюдоострой кромкой. Если одна сторона ножа затупилась, его нужно просто перевернуть и установить на обычное место противоположной частью наружу. После того, как износится вторая кромка, лезвие придется выбросить — заточке на абразивном камне оно обычно не подлежит.
- Многоразовыми ножами. У лезвий этого типа режущая сторона только одна, и ее можно править вручную или на станке под нужным углом неоднократно.
Точить ножи электрического рубанка нужно по следующей простой схеме:
- Из прижимной пластины выкручивают фиксирующие болты и аккуратно извлекают лезвия, следя за тем, чтобы они не соскользнули внутрь инструмента.
- Режущие части фиксируют в специальном пластиковом зажиме, который прилагается в комплекте к рубанку.
- Смачивают абразивный брусок с крупным зерном водой и приставляют к нему лезвия под определенным углом в 20-35 градусов в зависимости от типа обрабатываемой древесины.
- Плавно и с мягким нажимом водят железками по точильной поверхности до тех пор, пока кромки не станут острыми.
После успешной правки ножи устанавливают обратно в рубанок и снова прижимают пластиной.
 Обе режущие кромки электрорубанка при переточке должны находиться в одной плоскости
Обе режущие кромки электрорубанка при переточке должны находиться в одной плоскости
Как проверить качество заточки лезвия
Перед установкой ножей в инструмент рекомендуется проверить качество их заточки. Самый простой тест заключается в следующем:
- В одну руку берут лезвие, а в другую — обычную бумагу для принтера.
- Заточенной кромкой проводят по краю листа сверху вниз или пробуют разрезать его поперек, удерживая на весу.
- Оценивают результат.
Если нож заточен хорошо, то срез будет идеально ровным и аккуратным. Тупая кромка не сможет справиться с бумагой либо разорвет ее грубо и неравномерно. Проверять инструмент в работе после переточки нужно на пробной заготовке, которую не жалко испортить.
Предупреждение! Оценивать остроту металла пальцем не рекомендуется без соответствующего опыта. Качественно заточенный угол может оставить глубокий порез.
Заключение
Правильный угол заточки ножа рубанка определяют в соответствии с обрабатываемым материалом. Восстановить остроту лезвия в домашних условиях легко, но делать это нужно аккуратно, чтобы не испортить кромку и не получить травм.
Какие инструменты применяются при разметке

Первым этапом обработки любого материала, будь то дерево, пластик или металл, является нанесение видимых ориентиров для визуального позиционирования или маркеров при автоматической резке. Наиболее простые приспособления известны всем со школьной скамьи. К ним относятся линейки, нутромеры, циркули, угольники, транспортиры, уровни с отвесом, малки, центроискатели. Рабочую линию можно нанести мелом, фломастером или поцарапать острым предметом. При формировании прямой черты используются лекальные правила или струна. Приемов производства огромное множества, соответственно и способов нанесения ориентиров не меньше. Мы постараемся вкратце прояснить, какие существуют основные разметочные инструменты и когда их целесообразно применять.
Приспособления для визуализации места обработки
Нанесение хорошо различимых направлений, точек, пунктиров необходимо для облегчения ориентации обрабатывающего узла. Если плотнику достаточно «отбить черту» и заостренным краем мела определить зону для проушины, то столяр в работе использует карандаш и более тонкие приборы позиционирования. Это обусловлено допустимыми отклонениями от оптимальных размеров. Металлообработка также требует разных приемов и особых устройств в каждом конкретном случае. Для получения качественной заготовки нужно определиться с параметрами лекала так, чтобы по итогу на выходе получилось минимальное количество отходов. Кроме того, если мы говорим об металле, то материал сильно отличается от дерева и бумаги, и его гладкая поверхность не адаптирована к меловым и грифельным линиям. Поэтому, чем серьезнее и ответственнее слесарь относится к своей деятельности, тем больше приспособлений он имеет в своей мастерской.
Чертилка – один из инструментов для нанесения разметки заготовок и деталей
Служит для намечания рисок на плоскую хорошо обработанную плоскость из стали с помощью шаблонного лекала, линейки или угольника. Выполнена из углеродистого железа марки «У10», «У12».
Изделие изготавливается и поступает потребителю в разных конфигурациях:
Круглое представляет собой стержень длиной 15-20 сантиметров, диаметром 0,4-0,5 см. Рабочий конец заострен под углом 15 градусов, а другой имеет кольцевую форму. Для повышения износостойкости иногда можно встретить образец, покрытый тонким слоем твердого сплава или же на концы припаивают этот материал.
Со вставной иглой. Напоминает часовую отвертку, где съемные стержни закалены и заточены под определенный размер. Удобство заключается в том, что в отличие от первого образца, где предмет быстро выходит из строя из-за затупления или повторных переточек, при непригодности, если игла сработалась, ее легко демонтировать и заменить на новую. В качестве альтернативы вы можете использовать деталь от патефона или любой другой элемент, где окончание напаяно твердым сплавом.
С отогнутым концом. Имеет необычную форму, состоящую из трех частей: прямой, загнутый под девяноста градусов и середину, удобную для руки. Такая конфигурация позволяет проводить риску в самых неудобных и труднодоступных местах.
Одним из видов инструмента для разметочных работ является рейсмус
С Германии к нам пришло название еще одного нехитрого приспособления, сильно облегчающего нанесение параллельных линий. При ручной работе с деревом или металлом, а в современности и с пластиком, очень удобно использовать совмещенную упорную планку с чертилкой.
В столярке это устройство выглядит как брусок с квадратными отверстиями, по которым движутся две направляющие с чертящей кромкой и клиновым фиксатором. Опираясь на выступающую часть легко сделать прямую или криволинейную черту на заданном расстоянии от края изделия.
В металлообработке выполняя те же функции, предмет имеет несколько отличный внешний вид. На стержне нанесена разметка и установлен царапающий сторону наконечник. На него надет упор в виде короткой линейки или цилиндра. В случае с линейным ограничителем просто создать параллельную линию вдоль ровных граней. Точечная опора позволяет провести равноудаленную направляющую у любых поверхностей.
К разметочным инструментам относится также и циркуль
Со школы нам всем знаком набор чертежника, позволяющий сделать ровные окружности или полусферы. Также в комплекте всегда шел прибор с двумя иглами. Он был необходим для точного и быстрого перемещения определенного отрезка без предварительного замера. В слесарном и столярном деле применяется аналог, лишь слегка доработанный под определенные функции. Устройство может быть раздвижным, как мы привыкли видеть с детства, в виде линейки с фиксирующейся точкой вращения или объединенный по возможностям с рейсмусом.
Отволока
Часто в стройке или при совмещении двух криволинейных деталей требуется создать опору касания. Для этого был придуман такой плотницкий помощник. Предположим вы положили два бревна и вам нужно добиться плотного прилегания круглой поверхности нижнего в паз (черту) верхнего. Вот эта «загагулина» позволит ровно начертить линию соприкосновения.
Устройство выглядит так. Металлический стержень сгибается как английская буква V, на концах которой формируются острые грани и делается загиб под 90 градусов от плоскости. На конструкцию одевается кольцо, которым можно регулировать степень близости верхних точек. Проведенная риска предоставляет возможность понять, где соединяются два сферических тела. Примерно также выглядит и слесарная поволока. Она необходима, например, при формировании отверстий во время стыковки труб перед сваркой.
Штангенциркуль – измерительный инструмент, применяемый (используемый) при разметке
Без этого изделия невозможна слесарная, токарная, фрезеровальная да и другая любая металлообработка. Оно представляет собой линейку с опорными внешними и внутренними губками. Все сделано из высококачественной твердой стали и позволяет провести линию острой гранью. Но основной функцией является определение линейных размеров. Шток, встроенный в некоторые модели, разрешает определить глубину отверстий или пазов. Классический вариант имеет логарифмическую маркировку, допускающую делать измерения с точностью до одной сотой миллиметра.
Современная промышленность выпускает электронные модели, где результат автоматически высвечивается на дисплее. Но от этого прибор не становится точнее, поэтому профессионалы не сильно доверяют таким новшествам.
Скоба
В плотницком деле часто необходимо создание большого количества проушин и шипов одинакого размера. Для разметки таких деталей используется циркуль с фиксацией или, как примитивный вариант, скоба с двумя острыми концами. Они могут быть прямыми или загнутыми под девяноста градусов. Очень похоже на «поволоку» или «черту».
Технологии изготовления изделий с каждым годом изменяются и совершенствуются, поэтому в зависимости от вашей задачи производители предлагают большую линейку товаров. Мы советуем вам проконсультироваться с компаниями, работающими в этой сфере, как пример, ООО «Роста».
Какие бывают названия у вспомогательных разметочных инструментов
В изготовлении предметов из дерева или металла часто приходится чертить разнообразные геометрические фигуры. Наиболее распространенными являются прямоугольники и окружности. Для формирования таких разметок придумано множество приспособлений.
Угольники
Все, кто сталкивался со строительством, обязательно пользовались гаджетом, позволяющим сделать перпендикуляр. Если на больших поверхностях правильнее будет применять формулу «3, 4, 5», то маленькие детали удобно метить столярным углом. Изделие имеет опорную выступающую кромку и линейку с размерами от упора и внешней точки. В металлообработке наряду с подобными моделями используются более точные приборы. При внешней простоте они дают возможность с очень маленькими погрешностями оценить близость граней к 90 градусам. Даже хранение таких невзрачных «железок» предусмотрено в специальном пенале во избежание попадания на них осадков и механического воздействия.
Центроискатель – транспортир
Правило геометрии, гласящее, что центр окружности к которой приложен угол, будет находиться на биссектрисе, положено в основу этого прибора. Чтобы найти середину, используют угольник с двумя опорными поверхностями и жестко выставленной средней линией. Пересечение 2 рисок дает точку вращения.
Еще одна задача – поиск равноудаленного расстояния от края доски. Для этого применяется линейка с центральной отметкой и двумя ограничителями по кромкам. Перекрашивая устройство автоматически находится нужная середина.
Малка
Приспособление позволяет перенести лекальный угол на заготовку, а также частично выполняет функцию рейсмуса. Бывает часто совмещено с транспортиром. В основе имеет опорную поверхность и планку для нанесения разметочных точек.
Ерунок
После прямого угла наиболее часто используется наклон в 45°. Поэтому у столяра всегда было и есть в мастерской элементарное устройство для намечания таких линий. По сути это малка, сделанная под один угол.
Нутромер
Периодически возникает необходимость определения диаметра отверстия или ширину паза. Если линейка и штангенциркуль не позволяют сделать перенос размера, то выходом будет специальный циркуль. Он очень похож на обычный, но имеет выгнутые наружу точки касания. В токарном производстве применяется цифровой высокоточный аналог.
Складной метр
Это устройство на сегодняшний день почти вытеснило с производства всевозможные рулетки. Но часть мастеров и в наше время считают работу с таким измерительным предметом более удобной. Пожалуй главным преимуществом является долговечность. Деревянный аналог популярен еще тем, что позволяет производить замеры об опору.
Какие инструменты используют, как дополнительные для разметки, и как они называются
Технологий обработки и моделей конечных изделий бесконечное множество. Поэтому часто применяются нестандартные решения, удобные для определенных операций. Как в металлообработке, так и при изготовлении товаров из дерева, пластика, камня и т.д. широкое распространение получило использование лекал. Линия со сложной конфигурацией получается путем очерчивания специального образца.
Перед формированием нескольких радиусов желательно сделать точку приложения. Это исполняется кернением. Устройство чем-то напоминает зубило, но с острой конусной рабочей поверхностью, выполненной из твердого сплава.
Маркировка и нанесение устойчивых знаков на металл производится с помощью электрического гравера. Это по сути микросварочный аппарат. За счет электродуги образуется очень четкий локальный след. Им можно чертить и писать, как карандашом.
Производим подготовительные работы
После уяснения задачи производится предварительная подготовка заготовки:
очистка внешних сторон (снятие окалины, шлифовка);
Далее осуществляем позиционирование (размещение детали на материале, наиболее оптимальным образом с точки зрения экономии и технологических возможностей обработки).
Приемы
Разметка, разметочные инструменты и приспособления используются несколько разными способами при разнообразных задачах.
Если деревообработка позволяет применять не только царапающие чертилки, а карандаши, фломастеры, и даже мел, то при изготовлении элементов из металлов предпочтительнее наносить риски острыми приборами. Это связано с тем, что точность исполнения требуется в пределах толщины полоски.
Сварочные работы в большинстве случаев допускают планировку маркером, так как в процессе сочленения заготовок зазор заливается швом.
Разметка прямых линий
При кажущейся простоте такой задачи существует достаточно много нюансов и в некоторых моментах они существенны. Например, небольшой перекос рейсмуса сужает черту, следовательно, при проведении параллельных направляющих необходимо правильно держать инструмент, строго перпендикулярно кромке. Ошибка увеличивается при намечании таких черт, находящихся друг от друга на большом расстоянии.
Во многих случаях приходится использовать линейку. Здесь самая распространенная оплошность – прогиб и отхождение от плоскости. Царапина при этом будет нанесена не корректно.
Существует еще один способ это применение фиксации струбциной или временной сваркой. В плотницком деле для формирования направления протеса приспособили нить с меловой поверхностью. Конечно толщина получается приличной, но при маркировке бревен такая операция позволительна.
Одним из современных аппаратов является лазер. Он оставляет четкую видимую линию. Нам остается только произвести фиксацию чертилкой или карандашом.
Какие инструменты нужно применять при разметке окружностей и приспособления для этого процесса
Формирование рисунка в виде круга делается циркулем. Это хорошо подходит для деталей размером от нескольких сантиметров до метра. Маленькие отверстия проще наносить с помощью лекала. Большие радиусы придется исполнять, создавая специальный аналог. Во многих случаях требуется сделать центр керном или сверлом. Если повреждения недопустимы, то используют присоску, например, при резке стекла.
В массовых производствах наиболее правильным будет применение шаблона, сделанного под конкретную заготовку. Здесь учитывается не только ровность, но и позиционирование линий относительно друг друга.
Нередко необходимо вычертить овал (эллипс). В этом случае берется шнур, фиксируется два центра и острым предметом обводится вокруг двух точек. Сумма расстояний между тремя исходными данными всегда имеет постоянную величину. Это достигается отмеренным участком шнура.
В нашей статье мы написали, какие инструменты являются разметочными, их назначение и устройство. Разметка – очень ответственная задача. От нее в конечном счете зависит точность исполнения изделия. Под каждый технологический прием подбираются наиболее подходящие приспособления. Прогресс не стоит на месте, на рынок попадает все больше новых необычных гаджетов. Чтобы не заблудиться в этом разнообразии мы советуем вам проконсультироваться у специалистов компетентных компаний, как пример, ООО «Роста». Менеджеры подберут наиболее подходящий для вас вариант, и расскажут как им пользоваться. Для закрепления материала просмотрите два видео:
Тонкости разметки рейсмусом: устройство, настройка, советы по работе. Бонусом — рассказываем, как сделать рейсмус своими руками
Что такое разметочный рейсмус?
Столярный рейсмус — это ручной инструмент для нанесения разметки на деревянных заготовках. Его используют для прочерчивания прямых линий параллельно краям деталей как вдоль, так и поперек волокон. Главные преимущества рейсмуса — быстрота, точность и аккуратность разметки, которая наносится стальной шпилькой. Правильно настроенный рейсмус оставляет линию, не толще человеческого волоса, с которой намного удобней работать, чем с карандашной разметкой. В свою очередь у разметочного ножа или шила рейсмус выигрывает в удобстве и точности, поскольку отпадает необходимость в использовании линеек и угольников. Наконец, разметочный рейсмус просто незаменим, когда нужно выполнить одинаковую разметку на серии деталей.

Для чего используют ручной рейсмус?
- изготовление гнезд, шипов и проушин;
- создание «ласточкиных хвостов»;
- разметка фальцев;
- нанесение линий для роспуска досок;
- разметка кромок для фугования и т. д.
В чем рейсмус выигрывает у других разметочных инструментов?

- Шпилька рейсмуса дает очень тонкие, но одновременно четкие и хорошо заметные линии.
- Линии разметки стабильные и одинаковые по всей толщине, что не всегда получается, например, с тем же карандашом. И что немаловажно: разметка не стирается.
- Правильно заточенная и отрегулированная игла рейсмуса оставляет чистые линии и не рвет древесину, даже когда чертят поперек волокон.
- Линии, нанесенные рейсмусом, позволяют точно позиционировать режущую кромку стамески или полотно пилы — это предупреждает сколы и «съезжание» инструментов с линии реза.

- С рейсмусом отпадает необходимость в постоянных измерениях, частом использовании линейки и угольника (без них можно обойтись и вовсе, если на штанге есть измерительная шкала).
- Инструмент колоссально экономит время при изготовлении серийных деталей, например, тех же шипов, гнезд, проушин и т. д.
- Наконец, существуют столярные операции, перед которыми пасуют все разметочные инструменты кроме рейсмуса. Например, речь может идти о нанесении разметки на кромках криволинейных деталей.

Изготовление ручки для обушковой пилы. Чтобы вырезать аккуратный паз под полотно, необходимо нанести разметку на криволинейную кромку, и здесь способен помочь только рейсмус.
Как устроен разметочный рейсмус
Сегодня можно встретить разные варианты столярных рейсмусов, но несмотря на это, их конструктивная суть остается неизменной. Инструмент состоит из четырех базовых деталей: штанги, подвижной колодки, фиксатора в виде винта или клиновидного зажима и иглы, которую все же корректнее называть шпилькой (ниже мы объясним почему).

Как работает это приспособление, думаем, понятно даже интуитивно. Колодку перемещают вдоль штанги и фиксируют в необходимом положении. Таким образом устанавливают нужное расстояние до шпильки рейсмуса. Далее колодку прижимают к кромке деревянной заготовки и ведут вдоль доски — шпилька прорезает тонкую линию на отложенном расстоянии. Длина штанги в стандартных рейсмусах составляет 20-30 см.
Помимо классического варианта с одной шпилькой существуют т. н. гнездовые рейсмусы, которые, как несложно догадаться из названия, предназначены для быстрой разметки гнезд. Они имеют две шпильки: фиксированную и подвижную. Перемещая подвижную шпильку вдоль штанги, можно регулировать ширину размечаемого гнезда. Как правило, все современные рейсмусы — это комбинированные модели: на одной стороне штанги они имеют одну шпильку, а не второй — парную.

А вот как эволюционировала конструкция разметочного рейсмуса в течение нескольких веков (листайте вправо):




Заточка и настройка разметочной шпильки
Чтобы рейсмус работал правильно — давал четкую линию, не рвал волокна и не съезжал в сторону — важно сосредоточиться на самой невзрачной детали — стальной шпильке. Ее настройка предусматривает три основных момента: правильную заточку, регулировку вылета и угла наклона.
Форма шпильки. Некоторые рейсмусы имеют острие с конической заточкой — это неправильно. Такая игла оставляет ворсистый след, когда ей чертят поперек волокон. Шпилька должна иметь двускатную заточку (см. на фото). В этом случае она будет не царапать, а разрезать волокна, оставляя аккуратную линию, вне зависимости от того чертите вы вдоль или поперек.
Вылет шпильки. Чем короче шпилька, тем лучше контроль рейсмуса и меньше вероятность перекоса резца. Оптимальный вылет иглы из штанги — 2-3 мм.
Ориентация шпильки. Резец можно установить так, чтобы его режущая кромка была развернута под небольшим углом (порядка 5°) относительно колодки (см. фото). Тогда, когда вы будете вести рейсмус на себя, шпилька будет сама прижимать колодку к краю доски, препятствуя таким образом съезжанию инструмента. В свою очередь, мы бы рекомендовали не заморачиваться с этими тонкостями для посвященных, и устанавливать шпильку так, чтобы ее режущая кромка была параллельно колодке.

Советы по работе с рейсмусом
Неважно, какой у вас рейсмус: будь то современная электронная модель или раритет из дедушкиного столярного ящика, чтобы инструмент давал аккуратную и четкую линию, важно соблюдать ряд моментов.
- Точную разметку вы получите только на подготовленных досках, у которых все стороны ровные: пласти проструганы, а кромки отфугованы.
- Приучите себя делать пробную разметку на ненужном обрезке перед тем как браться за основную деталь.
- Следите за состоянием шпильки: поддерживайте ее остроту, настраивайте вылет и наклон (об этом говорилось выше).
- Во время работы старайтесь вести рейсмус на себя. Так удобнее прижимать колодку к кромке доски, за счет чего лучше контролируется процесс разметки.
- Проводите линии легкими непрерывными движениями, обязательно наклоняя инструмент слегка от себя. Так вы приоткроете режущую кромку шпильки, и резец не будет оставлять ворсистый след.
Разметочный рейсмус своими руками — чертеж

Завершить наш разговор логичнее всего проектом самодельного рейсмуса. Мы выбрали самую простую вариацию этого инструмента: с клиновидным фиксатором и одной разметочной шпилькой.

Начните с изготовления штанги. По указанным в чертеже размерам подготовьте деревянную рейку и скруглите ее верхнюю грань. Проще всего это сделать на фрезерном столе, используя фрезу для скруглений. В таком случае удобнее и безопаснее работать с длинной рейкой, и уже потом обрезать ее до необходимой длины.
На конце штанги просверлите отверстие для шпильки. В качестве резца проще всего использовать обычный тонкий гвоздь. Отрегулируйте вылет шпильки на 2-3 мм и проверьте ее ориентацию, придерживаясь рекомендаций, описанных выше. Затачивать резец лучше в последнюю очередь, когда он уже будет установлен в штанге рейсмуса.

Используя контурный шаблон, вырежьте из 16-мм заготовки фиксирующий клин. Здесь принципиально важно подобрать деревянный обрезок с продольной ориентацией волокон, как на схеме. Когда клин будет готов, гладко отшлифуйте деталь.
Колодку имеет смысл изготавливать в последнюю очередь, и уже под нее подгонять все остальные детали рейсмуса. По указанным в чертеже размерам выпилите исходную заготовку. Чтобы сделать квадратное отверстие под штангу проще всего сначала просверлить круглое отверстие, после чего аккуратно подрезать края стамеской. Обратите внимание, край, в который будет вставляться клин, скошен под углом.
Свод отверстия аккуратно обрабатывают полукруглым напильником, держа под рукой штангу и постоянно проверяя плотность подгонки.
Рейсмус готов, но остался финальный аккорд — нанесение декоративной отделки. Здесь необходимо использовать покрытия, не образующие пленки — воск, морилку или льняное масло.
Разметочный инструмент и приспособления
Под разметкой понимают нанесение контура детали посредством точек и линий на заготовку. Она применяется в производстве весьма обширно, несмотря на значительные трудовые затраты. По особенностям выполнения ее подразделяют на плоскостную и пространственную. Первая осуществляется в пределах одной плоскости. Пространственная разметка подразумевает увязку точек и линий на разных плоскостях заготовки. Для разметочных работ используется разметочный инструмент. Далее рассмотрены инструменты, применяемые при разметке в слесарном деле.

Разметочные приспособления
Одна из разниводностей приспособлений для разметки деталей — чертилки. Это заостренные стержни, служащие для нанесения рисок. Данный слесарный разметочный инструмент используется с направляющими инструментами. Выделяют несколько типов чертилок, среди которых наиболее распространены три следующих. Круглые варианты представлены стержнями с одним закаленным и заостренным концом и согнутым в кольцо вторым. Инструменты с отогнутым концом заострены с обеих сторон, а один из концов отогнут перпендикулярно стержню. К тому же средняя часть утолщена. Такие чертилки рассчитаны на разметку труднодоступных участков. Модели со вставной иглой по конструкции аналогичны часовым отверткам.
Рейсмасы рассчитаны на нанесение параллельных линий и проверку установки заготовки при пространственной разметки. Это приспособление представлено установленной на стойке с основанием чертилкой. Последнюю возможно расположить на стойке любым образом. Для точных работ служит штангенрейсмас со шкалой. Для обычных вариантов применяют масштабные линейки либо концевые меры длины для повышения точности.
Разметочные циркули рассчитаны на перенос на заготовку линейных размеров, создание окружностей для изогнутых деталей вроде гребных винтов, деление углов и отрезков, измерение. Данные изделия, применяемые при разметке, представлены в обычном и пружинном вариантах. Первые имеют возможность фиксации ножек на размер, а вторые позволяют осуществить точную установку. В любом случае они оснащены дугой и винтом для фиксации ножек. Последние заострены и соприкасаются концами, а иглы закалены на протяжении 15-25 мм. Как и чертилки, циркули представляют инструменты для плоскостной разметки.


На особо точную разметку и нанесение больших окружностей рассчитан разметочный штангенциркуль. От обычного он отличается наличием микрометрического винта. Включает штангу-линейку с двумя ножками, снабженными закаленными сменными иглами. Подвижная ножка оснащена нониусом, а ее игла перемещается по шкале, обеспечивая возможность нанесения окружностей в различных вертикальных плоскостях.
Выше были рассмотрены инструменты для разметки металла.
Отволока рассчитана на разметку деревянных деталей путем нанесения отметок на их края. Представлена деревянным бруском 40х5 см. На одном его конце размером в 1/5 часть установлена подвижная чертилка в виде иглы, острого штыря или гвоздя. Оставшаяся часть бруска имеет меньшую на 5-7 мм толщину.

Скоба рассчитана на разметку при создании проушин и шипов. Это деревянный брусок с выборкой в 1/4 на расстоянии в 1/3 от края с гвоздями, расположенными на взаимном удалении, равном толщине проушин либо шипов.
Вспомогательные инструменты
При нанесении разметки используется множество дополнительных инструментов вроде линеек, шаблонов, угольников и т. д.
Разметочные угольники рассчитаны на оба типа разметки, выравнивание заготовки, работы с листовым и полосовым материалом. Такой инструмент представлен бруском 20х30 мм с линейкой 5х30 мм, встроенной под прямым углом в торец. Существуют угольники-центроискатели, нацеленные на разметку торцов круглых заготовок. Они включают две соединенные под углом планки, линейку, проходящую рабочим ребром через его середину, и соединительную планку.
Аналогичным приспособлением является центроискатель-транспортир. Он имеет близкую конструкцию, включающую линейку и перемещаемый по ней угольник. Как и угольник-центроискатель, данное приспособление предназначено для нахождения центров торцов цилиндрических деталей. К тому же оно обеспечивает возможность нанесения отверстия вне центра либо под углом.
Малка представлена шаблоном с переменным углом измерения. Выполнена в виде бруска прямоугольного сечения. На одном из его концов через прорезь закреплена линейка, а другой скошен под углом 45°.
Ерунок аналогичен малке, но отличается установленной на колодке под углом 45° линейкой. Подходит для разметки 135 и 45° углов.


Нутромер рассчитан на измерение пазов, внутренних поверхностей, отверстий. Данные инструменты, функционирующие по принципу радиусометра, представлены в нескольких вариантах конструкции. Так, индикаторные модели включают измерительное устройство и индикаторную головку, представленную обычно индикатором часового типа с двумя шкалами. Микрометрический нутромер имеет конструкцию аналогичную микрометру, включающую соединенные колпачком барабан и микрометрический винт, стебель с измерительным наконечником, стопор, предохранительный колпачок.
Складной метр, представленный набором шарнирно сочлененных линеек, используется для измерения. Метр-рулетка отличается от рулетки наличием миллиметровых делений. Может быть размещена в глухой либо открытой коробке. Лента представлена желобчатой линейкой, сохраняющей при разворачивании прямолинейность.
Масштабный высотомер применяется для измерения высоты плоскостей и отверстий. Включает стойку с неподвижной шкалой, оснащенной подвижной рамкой, и подвижной шкалой. Он значительно упрощает разметку, сокращая объем расчетов.
Для построения и измерения углов применяют транспортир, представленный металлическим кругом с градусными метками и рычагом с нониусом, соединенным с его центром.
Дополнительные приспособления
По протяжению рисок наносят точечные углубления, называемые кернами. Необходимость в них обусловлена двумя факторами. Во-первых, они улучшают видимость разметки. Во-вторых, кернеры обеспечивают фиксацию инструментов при последующих работах, повышая их точность. Для осуществления кернения создан ряд специализированных приспособлений.
Основные среди них – кернеры. Данные инструменты могут иметь различную конструкцию. В простейшем варианте кернер представлен стержнем круглого сечения с заточенным 15-30 мм концом твердостью 52-57 HRC. С кернером применяют легкие 50-200 г слесарные молотки в зависимости от целевой глубины керна.
Специальный высокоточный кернер оснащен стойкой с тремя ножками. Существуют варианты, оснащенные собственным грузом для воздействия на стержень.

В качестве одного из специализированных вариантов можно рассмотреть кернер Ю. В. Козловского. Это высокопроизводительный и высокоточный инструмент, рассчитанный на кернение при делении окружностей. Данное оборудование для разметки имеет внутри корпуса боек и пружину. Для фиксации бойка при настройке установлена резьбовая втулка. Ножки смонтированы на корпусе посредством пружины и винтов. Гайка обеспечивает возможность их одновременного перемещения. На ножках гайками закреплены сменные иглы.
Кроме того, существует автоматический кернер. Его стержень находится в корпусе с двумя пружинами и ударником с сухарем. Принцип функционирования приведен далее. При нажатии стержень противоположным концом упирается в сухарь. Вследствие этого ударник, поднимаясь, сжимает пружину. Соприкасаясь с заплечником, сухарь отходит от стержня. Под влиянием разжимания пружины ударник бьет по стержню, а пружина восстанавливает начальное положение. Автоматический кернер значительно упрощает работы благодаря тому, что не требует применения молотка.
Электрический кернер в качестве специфических элементов включает катушки с проволочной обмоткой и электропроводку. Прочие компоненты – те же, что и у других вариантов. При нажатии рабочей поверхностью пружина замыкает цепь, и вследствие прохождения тока сквозь катушку создается магнитное поле. Из-за этого ударник входит в нее и бьет по стержню. При отдалении инструмента от рабочей поверхности цепь размыкается, и ударник переходит в начальную позицию.
Для кернения торцов предметов цилиндрической конфигурации разработан специализированный инструмент – колокол. Он позволяет осуществлять работы без разметки.
С целью выделения разметки ее окрашивают с применением специализированных составов. Их тип определяется материалом и свойствами поверхности. Обычно применяют такие составы, как быстросохнущие лакокрасочные материалы, водяной раствор мела, сиккатива и столярного клея, медный купорос. Материалы первого типа подходят для титановых, алюминиевых, медных сплавов с обработанными поверхностями. Для необработанных литых либо кованных деталей используют мел, либо раствор на его основе. Медный купорос подходит лишь для обработанного черного металла.
Помимо этого, для разметки требуются инструменты для монтажа и кантования заготовок по металлу.
Разметочные плиты представлены плоскими чугунными рабочими поверхностями с разделенной неглубокими канавками на квадратные фрагменты верхней плоскостью. Поверхность тщательно обработана по технологиям строжки, шлифовки, шабровки. По размеру их дифференцируют на варианты для мелких и крупных заготовок. Первые имеют размеры 1,2х1,2 м, вторые – 4х6 м. Их монтируют на подставках либо тумбочках, оснащенных ящиками. Крупноразмерные плиты размещают на кирпичном фундаменте. Для облегчения перемещения предметов и инструментов для плиты применяют порошковое графитовое покрытие.
С целью предотвращения повреждения плиты детали размещают на подкладках, разметочных ящиках либо домкратиках. Первые представлены в виде чугунных изделий различных размеров и конфигураций. Разметочные ящики являются полыми (либо с перегородками жесткости внутри для крупноразмерных вариантов) параллелепипедами с отверстиями для закрепления заготовок. Они служат для установки заготовок сложной конфигурации. Домкратики оснащены наклонными головками и обеспечивают возможность регулировки высоты установки.
Разметочные призмы имеют одну либо две выемки. Данные приспособления дифференцируют на варианты нормальной и повышенной точности. Они отличаются материалом: первые производят из сталей определенных марок, вторые – из чугуна. Для ступенчатых валов используют регулируемые призмы либо с винтовой опорой.
Для изменения высоты расположения детали служат разметочные клинья. Домкраты выполняют ту же функцию, но обычно используются для тяжелых заготовок. На основе формы опоры для детали их классифицируют на призматические и шаровые. Уровень с отвесом применяется для вертикального позиционирования деталей. Представлен приспособлением в форме прямоугольного треугольника с отвесом в вершине прямого угла.


Таким образом, для слесарных работ подходят простые разметочные и измерительные инструменты, однако более сложное оборудование упрощает их и расширяет возможности.
Приспособление для быстрой разметки заготовок




§ 12. Приспособления для плоскостной разметки
Для выполнения разметки используют различные приспособления: разметочные плиты, подкладки, поворотные приспособления, домкраты и т. д.
На разметочной плите устанавливают подлежащие разметке детали и располагают все приспособления и инструмент. Разметочная плита отливается из серого мелкозернистого чугуна, в нижней части имеет ребра жесткости, которые предохраняют плиту от возможного прогиба под тяжестью собственной массы и размечаемых деталей. Верхнюю, рабочую поверхность и боковые стороны плиты точно обрабатывают на строгальных станках и затем шабрят.
На рабочей поверхности больших плит иногда делают продольные и поперечные канавки на равных расстояниях одна от другой (200 – 250 мм), образующие равные квадраты. Канавки имеют глубину 2 – 3 мм, ширину 1-2 мм, они облегчают установку на плите различных приспособлений.
Размер плиты выбирают так, чтобы ее ширина и длина были на 500 мм больше соответствующих размеров размечаемой заготовки.
Большие плиты имеют размер: 1500 × 3000; 3000 × 5000; 400 × 6000 и 6000 × 10 000 мм; средние 500 × 800; 750 × 1000 и 1000 × 1500 мм. Малые плиты: 100 × 200; 200 × 200; 200 × 300; 300 × 300; 300 × 400; 400 × 400; 450 × 600. Плиты больших размеров, например 6000 × 10 000 мм, изготовляют составными из двух или четырех плит, которые скрепляют болтами и шпонками.
Малые плиты устанавливают на столы (рис. 27, а) или чугунные тумбы, большие ставят на кирпичные фундаменты (рис. 27, 6) или на домкраты, размещенные на фундаменте. Расстояние от рабочей поверхности небольших плит до пола должно быть 800 – 900 мм и 700 – 800 мм для плит большого размера.
Рабочая поверхность плиты устанавливается по уровню строго горизонтально. Горизонтальное положение небольших плит достигается установкой клиньев, а больших – при помощи домкратов или двойных клиньев с винтом.
Поверхность плиты всегда должна быть сухой и чистой. После работы плиту обметают щеткой, тщательно протирают тряпкой, смазывают маслом для предохранения от коррозии и накрывают деревянным щитом. Не менее одного раза в неделю плиту промывают скипидаром или керосином. Нельзя передвигать по плите размечаемые заготовки во избежание появления забоин и царапин.
Необработанные заготовки устанавливают не прямо на плиту, а на специальные подкладки или на домкраты.
Применяемые при разметке инструменты и приспособления передвигают по плите плавно. Рабочую поверхность плиты рекомендуется натирать графитовым порошком.
Для особо крупных деталей целесообразно устанавливать несколько разметочных плит рядом и на одном уровне.
Проверка точности плиты. Проверяется плоскостность разметочных плит при помощи точной поверочной линейки, или щупа, или папиросной бумаги. Линейку прикладывают ребром к рабочей поверхности разметочной плиты. Зазор между этими поверхностями контролируют щупом. Толщина щупа, который проходит в щель между линейкой и разметочной плитой, не должна превышать 0,03 – 0,06 мм (в зависимости от размера плиты).
Рабочие поверхности шабреных плит, предназначенных для точной разметки, проверяют на краску поверочной линейкой. Число пятен в квадрате 25 × 25 мм должно быть не менее 20.
Плиты размещают в наиболее светлой части помещения или под световым фонарем, в местах, где на них не может влиять вибрация от работающих станков. При разметке крупных деталей, особенно внутренних поверхностей, в качестве дополнительного источника света удобно пользоваться рефлекторным светильником конструкции В. Я. Коровина (рис. 28), надеваемым на голову разметчика. Такой светильник удобен не только расположением источника света, но и тем, что не занимает рук разметчика. Светильник состоит из рефлектора 7, прикрепленного через шарнир к стальной ленте 4, которая стягивается резиновой лентой 5. В рефлектор вставляется электрическая лампочка 12 В. Провод 3 с резиновой изоляцией прикреплен к стальной ленте и имеет на конце штепсельную вилку 6.
Прежде чем приступить к разметке, заготовку устанавливают и выверяют на разметочной плите, пользуясь для этого различными опорными подкладками, призмами и домкратами различных конструкций.
Подкладки служат для обеспечения правильной установки деталей при разметке, а также для предохранения разметочных плит от царапин и забоин. В зависимости от назначения подкладки бывают разных конструкций. Самыми простыми подкладками являются плоские опорные (рис. 29,а), подкладки больших размеров выполняют пустотелыми или двутаврового сечения, цилиндрическими и др.
Клиновидные подкладки (рис. 29,6) представляют собой два соединенных, точно обработанных стальных клина 2 и 3. Размечаемую заготовку устанавливают на верхней поверхности клина 2. Подъем и опускание заготовки производят вращением винта 7, находящегося в теле клина 3. Имея набор клиньев разной толщины, регулируют положение размечаемых заготовок по высоте. На боковой поверхности нижнего клина нанесена шкала, позволяющая контролировать и точно регулировать высоту клина. Перемещение на одно деление равно 0,1 мм.
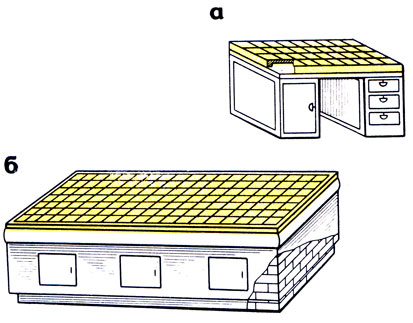
Рис. 27. Разметочные плиты: а – на тумбах, б – на фундаменте
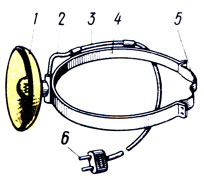
Рис. 28. Рефлекторный светильник: 1 – рефлектор, 2,3 – провод от шарнира, 4 – стальная лента, 5 – резиновая лента, 6 – штепсельная вилка
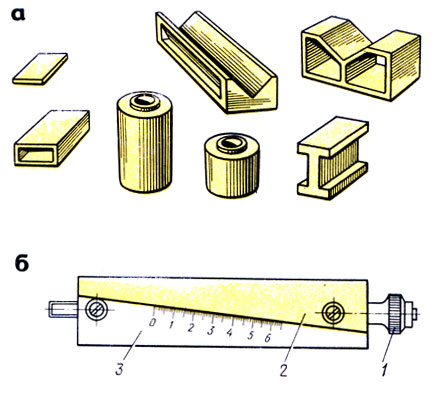
Рис. 29. Подкладки: а – плоские, призматические, б – клиновые; 1 – винт, 2, 3 – стальные клинья
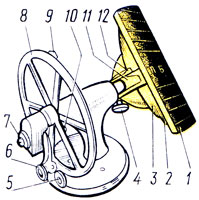
Рис. 30. Поворотное приспособление с электромагнитом: 1 – плоскость, 2 – кожух, 3, 11 – оси, 4, 6, 10 – винты, 5 – маховичок, 7 – выключатель, 8 – лимб, 9 – нониус, 12 – кромка кругового лаза
Поворотное приспособление для разметки с электромагнитом (рис. 30) обеспечивает быстрое закрепление размечаемых деталей в наиболее удобном положении. Деталь устанавливают на плоской поверхности электромагнита, катушки которого защищены литым кожухом 2. Электромагнитный стол вращают вокруг оси 3. Горизонтальная ось 11 пропущена через круговой паз сферического прилива кожуха магнитного стола и соединена с осью 3 втулкой. На другом конце горизонтальной оси насажен лимб 8 большого диаметра со шкалой на 360°. Для отсчетов углов поворота горизонтальной оси имеется подвижной нониус Я вращающийся на этой оси и фиксируемый винтом 10. Точная установка лимба по нониусу осуществляется маховичком 5, фрикционно связанным с лимбом. Лимб фиксируется затяжным винтом 6. Угол поворота магнитного стола вокруг оси 3 устанавливают по шкале или по расточенным через 15° отверстиям кромки 12 кругового паза. При установке по шкале стол фиксируют винтом 4. Включают электромагнит выключателем 7.
Преимущество конструкции: быстрая установка размечаемых деталей, точная угловая ориентировка, удобство при разметке. Недостатки: плохая балансировка (при разметке тяжелых деталей оно легко опрокидывается), опасность неожиданного выключения электромагнита, Невозможность крепления немагнитных изделий, высокая стоимость установки с преобразователем тока.
Домкраты применяют для установки громоздких и тяжелых заготовок, они позволяют выверять и регулировать положение размечаемых заготовок по высоте. На рис. 31, а показан обыкновенный домкрат, в корпусе которого имеется винт с прямоугольной резьбой для ввертывания. На верхнем конце винта закрепляют головки различной формы: шариковую (рис. 31,6) для установки необработанных деталей, призматическую (рис. 31, в) для установки цилиндрических деталей.
Рис. 31. Домкраты: а – обыкновенный, г – роликовый; головки: б – шариковая, в – призматическая; 1 – плита, 2 – ролики, 3 – кронштейн, 4 – винт, 5 – корпус
Подъем и опускание заготовки осуществляют вращением винта.
Роликовый домкрат (рис. 31 ,г) дает возможность не только регулировать положение заготовки по высоте, но и свободно поворачивать ее в горизонтальной плоскости, что необходимо при разметке тяжелых заготовок. Домкрат имеет корпус 5 с широким основанием и отверстием с резьбой, в которое ввертывается винт 4. На винте установлена плита 1 с кронштейнами 3, в которых вращаются шлифованные закаленные бочкообразные ролики 2. Ролики можно сдвигать и раздвигать соответственно размерам размечаемых деталей (заготовок).
Для разметки больших цилиндрических деталей применяют выдвижные центры.
Инструмент и приспособления, применяемые при разметке
Разметка выполняется с помощью различных инструментов и приспособлений, описываемых ниже.
Чертилка. Чертилки служат для прочерчивания на обрабатываемом изделии всех необходимых линий: осей, границ обработки, центров отверстий и т. п.
Чертилки согласно ГОСТ 24473—80 изготовляются типов:
- • 1 — прямые односторонние;
- • 2 — прямые односторонние с рукояткой;
- • 3 — изогнутые двухсторонние;
- • 4 — изогнутые двухсторонние с рукояткой.
Чертилки каждого типа изготовляются исполнений:
- • 1 — со стальными ножами;
- • 2 — с остриями из твердых сплавов.
Основные размеры чертилок соответствуют указанным на рис. 3.2 и табл. 3.1 и табл. 3.2
Таблица 3.1. Размеры чертилок, тип 1—3
Таблица 3.2. Размеры чертилок, тип 4

Рис. 3.2. Чертилки
Чертилка представляет собой тонкую стальную иглу диаметром 3—5 мм и длиной 125—250 мм с остро заточенными концами, из которых один прямой, а второй загнутый. Изготовляются чертилки из углеродистой инструментальной стали У7—У8 по ГОСТ 1435—74, концы ее на длине около 20 мм закалены. Острия исполнения 2 изготавливаются из твердого сплава ВК6 или ВК8 по ГОСТ 3882—74. Линии на металле чертилка закаленным концом царапает легко.
Чертилка употребляется для прочерчивания линий (рисок) на размечаемой поверхности по линейке, угольнику или шаблону. При нанесении рисок чертилку держат в руке, как карандаш, плотно прижимая ее к линейке или шаблону и немного наклоняя в сторону движения, для того чтобы она не дрожала. Риску проводят только один раз, она тогда получается чистой и правильной. Способы пользования чертилкой показаны на рис. 3.3.

Рис. 3.3. Чертилка и способы ее применения: а — два положения чертилки при проведении риски; б — нанесение риски загнутым концом чертилки
Циркуль. Этот разметочный инструмент служит для переноса линейных размеров с масштабной линейки на обрабатываемую деталь (рис. 3.4), деления линий на равные части, построения углов, разметки окружностей и кривых, измерения расстояний между двумя точками с последующим определением размера по масштабной линейке.
Разметочные циркули согласно ГОСТ 24472—80 выпускаются типов:
- • 1 — простой;
- • 2 — с дугой;
- • 3 — с пружиной;
- • 4 — для разметки диаметров до 3150 мм.

Рис. 3.4. Разметочный циркуль (а), определение размера с масштабной линейки (б) и разметка окружности (в)
Циркули каждого типа изготовляются исполнений:
- • 1 — со стальными ножками;
- • 2 — с остриями, оснащенными твердым сплавом.
Основные размеры циркулей соответствуют указанным на рис. 3.5 и рис. 3.6 и табл. 3.3.

Рис. 3.5. Циркуль простой (а), с дугой (б) и с пружиной (в)

Рис. 3.6. Циркуль для разметки диаметров до 3150 мм
Простой циркуль состоит из двух соединенных шарнирно ножек — цельных или с остриями, оснащенными твердым сплавом, рис. 3.5а. Для закрепления раскрытых ножек в требуемом положении на одной из них прикреплена дуга с прорезью, а на другой — стопорный винт, рис. 3.5б.
У пружинного циркуля (рис. 3.5а) ножки соединены пружинным кольцом. Раздвигание и сдвигание ножек производится вращением в ту или другую сторону разъемной гайки по установочному винту.
Для разметки окружностей, радиусов и дуг больших диаметров применяется разметочный циркуль изображенный на рис. 3.6. Этот разметочный цирТабл. 3.3. Размеры циркулей
Циркуль с дугой
Циркуль с пружиной
Циркуль длл разметки диаметров до 3150 мм
куль состоит из штанги, двух передвижных головок с чертилками. Одна из головок (зарубежный вариант) имеет установочный винт, рис. 3.7.

Рис. 3.7. Разметочный циркуль для больших окружностей
Циркули изготовляются из следующих материалов:
- • ножки исполнения 1 — из стали У7 и У8 по ГОСТ 1435—74;
- • ножки исполнения 2 — из стали 45 по ГОСТ 1050—74;
- • острия исполнения 2 — из твердого сплава марок В Кб или ВК8 по ГОСТ 3882-74;
- • пружины — из стали марки 65Г по ГОСТ 14959 79.
Соединение ножек циркулей в шарнире должно быть плотным, без перекосов, а движение по шарниру и штанге — плавным, без заеданий. Усилие для раскрытия циркуля на 90° не должно превышать 9,8 Н. Самопроизвольное раскрытие и сближение ножек циркуля не допускается.
Вершины угла заострения ножек в сжатом положении циркуля должны сходиться в одной точке. Допускается несовпадение вершин ножек циркуля — не более 0,1 мм.
Испытание циркулей на работоспособность производится путем нанесения каждым из них трех концентрических окружностей на плоской плите из стали марки 45 по ГОСТ 1050—74 твердостью НВ 155—180 и шероховатостью поверхности Rz 40 мкм. Ширина рисок при этом должна быть от 0,1 до 0,15 мм. Указанные окружности должны быть описаны при раскрытии ножек циркулей простых и с дугой на 5°, 45°, 90°, а циркулей с пружиной — на 5°, 45°, 60°. Каждая окружность должна прочерчиваться при одной установке циркуля два раза (по часовой и против часовой стрелки), при этом несовпадение рисок, проведенных при первой и второй разметках, не допускается. После испытаний циркулей не должно быть остаточных деформаций и следов выкрашивания острия.
На рис. 3.8 показаны некоторые приемы работы с циркулем.

Рис. 3.8. Приемы работы с циркулем: а — установка ножек циркуля на размер по масштабной линейке; б — разметка криволинейных соприкасающихся поверхностей; в и г вычерчивание окружностей
Полу-кронциркуль. На рис. 3.9 показан полу-кронциркуль и приемы работы с ним. Полу-крон циркуль применяется для проведения рисок параллельных краям заготовки и для нахождения центра на цилиндрических поверхностях.

Рис. 3.9. Полукронциркуль и приемы работы с ним
Ножки всех типов циркулей изготавливаются из стали 45—50. Концы рабочих частей ножек на длине около 20 мм закаливают.
Масштабные линейки. Различают обыкновенную масштабную линейку, применяемую для определения линейных размеров и проведения прямых линий на поверхности размечаемых заготовок, и универсальную, рис. 3.1 Ой.
На рис. 3.10 приведены примеры работ выполняемых универсальной линейкой. Кроме того, универсальную линейку можно использовать для установки иглы рейсмуса на заданную высоту, рис. 3.11.

Рис. ЗЛО. Универсальная линейка и приемы работы с ней: а — линейка с комплектом аксессуаров; б — разметка центра круглой детали; в — разметка под заданным углом; г — нанесение рисок на одинаковом расстоянии; д — нанесение рисок перпендикулярно боковой грани

Рис. 3.11. Установка рейсмуса по линейке
Линия, проведенная по линейке, будет прямой только тогда, когда линейка верна, т. е. если ребро ее представляет прямую линию. Для проверки правильности линейки берут произвольно две точки и, приложив к ним ребро линейки, проводят линию. Затем перекладывают линейку по другую сторону этих точек и по тому же ребру снова проводят линию. Если линейка верна, то обе линии совпадут, если же линейка не верна — линии не совпадут.
Масштабную линейку можно использовать для проверки поверхности, насколько они ровны или кривы. Для проверки поверхности линейка накладывается ребром на проверяемую поверхность в разных направлениях. Для проверки поверхности лучше всего использовать линейку с острой кромкой (рис. 3.12а), потому что она исключает возможность неправильной накладки линейки.

Рис. 3.12. Проверка поверхности масштабной линейкой: а — линейка с острой кромкой не дает ошибки; б — тонкие линейки при установке на ребро часто имеют прогиб, проверка плоскости окажется ошибочной; в — тонкие линейки устанавливают всей узкой гранью, тогда проверка будет правильной
При наличии тонкой линейки с узкой гранью накладывают ее не ребром (рис. 3.12б), а всей гранью (рис. 3.12в). Это связано с тем, что тонкие линейки этого рода часто имеют на боковой поверхности забоины и при установке на ребро часто прогибаются. Поэтому проверка ребром может дать неверные показания, проверка же всей гранью дает верную картину.
Рейсмус. Служит для проведения параллельных, вертикальных и горизонтальных линий, а также для установки и проверки деталей на плите. Рейсмус состоит из чугунной подставки, стойки, хомутика и чертилки. Хомутик можно закреплять на любом месте стойки, чертилку можно поворачивать вокруг оси и наклонять под любым углом. На рис. 3.13 показаны виды рейсмусов и способы пользования ими.

Рис. 3.13. Рейсмус и его применение: а — нанесение рисок; б — рейсмус; в — разметка центра;
г — разметка детали
При вычерчивании линии рейсмус надо держать за подножку, слегка прижимая ее к плите. При вычерчивании линии, чертилка не должна стоять под прямым углом к изделию (рис. 3.14д), при таком положении она рвет. Не

Рис. 3.14. Положение чертилки по отношению к изделию
должна чертилка стоять и под тупым углом (рис. 3.146), в этом случае ее заедает. Чертилка, установленная под острым углом к изделию (рис. 3.14в) не рвет, не заедает, а дает тонкую линию.
Разметочный штангенциркуль (рис. 3.15). Этот инструмент, предназначенный для вычерчивания окружностей больших диаметров, состоит из штанги с миллиметровыми делениями и двух ножек — неподвижной и подвижной с нониусом. Ножки, укрепляемые в требуемом положении стопорными винтами, имеют вставные иглы, которые можно помещать выше или ниже, что очень удобно при описывании окружности на разных уровнях.

Рис. 3.15. Разметочный штангенциркуль со вставными иглами: 1 — штанга, 2 — неподвижная ножка, 3 — подвижная ножка, 4 — рамка с нониусом, 5 — вставные иглы, 6 — стопорный винт для крепления вставной иглы, 7— стопорный винт для крепления иглы неподвижной ножки по высоте, 8— стопорный
винт для закрепления рамки
На рис. 3.16 изображен разметочный штангенциркуль другого типа, предназначенный для более точной разметки прямых линий и центров. Внутренняя поверхность больших губок этого штангенциркуля выполнена из твердого сплава (карбида вольфрама).

Рис. 3.16. Разметочный штангенциркуль
Штангенрейсрус. Применяется для проверки высот (рис. 3.18) и более точного нанесения центровых и других разметочных линий на обрабатывавмые поверхности, рис. 3.17. Более удобны в работе электронные штангенрейс- мусы и штангенрейсмусы с индикатором часового типа, рис. 3.18.

Рис. 3.17. Штангенрейсрус (а) и прием разметки вертикальной плоскости (б— в)

Рис. 3.18. Штангенрейсмус с индикатором часового типа (а) и электронный штангенрейсмус (б);
проверка высоты изделия (в)
Угольники (рис. 3.19). Служат для проведения на размечаемых поверхностях вертикальных и горизонтальных линий, для проверки правильности установки деталей на плите, проверки углов, а также для разметки листового и полосового материалов.

Рис. 3.19. Разметочный угольник и его применение: а — угольник с полкой; б — установка угольника при нанесении (или проверке) вертикальных линий; в — положение угольника при нанесении линий в
Инструменты и приспособления для объёмной разметки металлов
Рис. 1. Чертилки: а — круглая, б — с отогнутым концом, в — применение чертилки с отогнутым концом, г — со вставными иглами, д — карманная; 1 — игла, 2 — корпус, 3 — запасные иглы, 4 — пробка Широко применяют три вида чертилок: круглую, с отогнутым концом и со вставной иглой.
Круглая чертилка представляет собой стальной стержень длиной 150 — 200 мм и диаметром 4—5 мм, один конец которого закален на длине 20 — 30 мм и заострен под углом 15° , а другой согнут в кольцо диаметром 25-30 мм (рис. 32, а).
Чертилка с отогнутым концом представляет собой стальной стержень, заостренный с двух сторон, один конец которого отогнут под углом 90° (рис. 1, б). Средняя часть чертилки утолщена и для удобства на ней сделана накатка. Отогнутым концом наносят риски в труднодоступных местах (рис. 1, в).
Чертилка со вставной иглой (рис. 1, г) выполнена по типу часовых отверток; в качестве вставной иглы могут быть использованы стальные заточенные и закаленные стержни.
Чертилка карманная разметчика В. А. Андреева (рис. 1, д) выполнена в виде карандаша с убирающимся острием. Корпус чертилки состоит из двух частей, вращающихся друг относительно друга на четырех шариках, которые заводятся при сборке через продольные пазы. Предусмотрен держатель для крепления чертилки в кармане работающего и для предотвращения скатывания с плиты. На рабочий стержень напаян стержень из твердого сплава ВК6, заточенный на конус с углом 20° Чертилки должны быть острозаточенными.
Рис. 2. Заточка чертилки
Коническая поверхность чертилки должна быть хорошо обработанной (гладкой), не царапать линейку, угольник. Чем острее рабочая часть чертилки, тем тоньше будет разметочная риска и тем, следовательно, выше точность разметки. Затачивают чертилки на заточных станках (рис. 2). Чертилку берут левой рукой за середину, а правой рукой за конец, противоположный затачиваемому. Выдерживая постоянный угол наклона относительно абразивного круга, с легким нажимом прикладывают чертилку конусом к вращающемуся кругу, равномерно вращая ее пальцами правой руки. Во избежание отпуска острие чертилки периодически охлаждают в жидкости.
Кернер — слесарный инструмент, применяется для нанесения углубления (кернов) на предварительно размеченных линиях. Керны делают для того, чтобы риски были отчетливо видны и не стирались в процессе обработки детали. Изготовляют кернеры из инструментальной углеродистой стали У7А, У8А, 7ХФ, 8Хф. Рабочую часть кернеров (конус) термически обрабатывают на длине 15 — 30 мм до твердости HRC 55 — 59, а ударную часть — на длине 15 — 25 мм до твердости HRC 40—45. Средняя часть кернера имеет рифление (накатку) для удобства работы им.
Кернеры бывают обыкновенные, специальные, пружинные (механические) и электрические.
Обыкновенный кернер (рис. 3, а) представляет собой стальной стержень длиной 100, 125 и 160 мм и диаметром 8, 10, 12 мм, боек его имеет сферическую поверхность. Острие кернера затачивают на торце шлифовального круга под углом 50 — 60° (рис. 3, б). При более точной разметке пользуются малыми кернерами с острием, заточенным под углом 30-45° .
У кернеров для разметки центров отверстий, подлежащих сверлению, острие затачивают под углом 75° .
Высокопроизводительными кернерами являются специальные, для шаговой разметки, пружинные, электрические.
Специальные кернеры (рис. 4, а) применяют для накернивания малых отверстий и закруглений небольших радиусов. Применение такого кернера заметно повышает качество разметки и производительность.
Кернер для шаговой разметки (рис. 4, б) состоит из двух кернеров — основного и вспомогательного, скрепленных общей планкой. Расстояние между ними регулируется с помощью отверстий в планке в зависимости от шага размечаемых отверстий. Первое углубление накернивают кернером. Затем в полученное углубление вставляют кернер и ударом молотка по кернеру накернивают углубление. После этого кернер переставляют в следующее положение. Шаг между отверстиями выдерживается автоматически, чем и достигается точность разметки и повышение производительности.
Кернер с лупой С. М. Ненастьева (рис. 4, в) состоит из двух хомутиков, соединенных винтом 6 и затягиваемых после установки лупы по зрению рабочего. В одном хомутике устанавливается 3 — 5-кратиая лупа, другой хомутик служит для установки лупы на кернер по высоте ее крепления.

Рис. 3. Обыкновенный кернер (а), его заточка (б)
Рис. 4. Специальные кернеры: а — для накернивания закруглений; б — шариковый, в — с лупой Л. М. Ненастьева
Рис. 5. Пружинный кернер
Рис. 6. Электрический кернер
Пружинный кернер (рис. 5) применяется для точной разметки тонких и ответственных изделий. Принцип его действия основан на сжатии и мгновенном освобождении пружины.
Кернер имеет корпус, свинченный из трех частей. В корпусе помещаются две пружины, стержень с кернером, ударник со смещающимся сухарем и плоская пружина. При нажатии на изделие острием кернера внутренний конец стержня упирается в сухарь, в результате чего ударник перемещается вверх и сжимает пружину. Упершись в ребро заплечика, сухарь сдвигается в сторону и кромка его сходит со стержня. В этот момент ударник под действием силы сжатой пружины наносит по концу стержня с кернером удар. Сразу после этого пружиной восстанавливается начальное положение кернера. Сила удара 10—15 кгс регулируется ввинчиванием или отвинчиванием упорного колпачка. Вместо кернера в стержень можно вставить клеймо и тогда механический кернер можно использовать для клеймения деталей.
Электрический кернер (рис. 6) состоит из корпуса, пружин, ударника, катушки, кернера. При нажатии установленным на риске острием кернера электрическая цепь замыкается и ток, проходя через катушку, создает магнитное поле, ударник мгновенно втягивается в катушку и наносит удар по стержню кернера. Во время^ переноса кернера в другую точку пружина размыкает цепь, а пружина возвращает ударник в исходное положение. Электрический кернер отличается высокой производительностью.
Пневматический «пистолет» (рис. 7, а) применяется для различных керновочных работ. Для удобства он снабжен ручкой, расположенной под углом к оси корпуса, и пусковой кнопкой.
Пневматический портативный кернер А. Н. Подвысоцкого (рис. 7, б) отличается от других кернеров малыми размерами и отсутствием рукоятки, которой служит сам кернер.
Циркули используют для разметки окружностей и дуг, для деления отрезков, окружностей и для геометрических построений. Циркулями пользуются и для переноса размеров с измерительных линеек на деталь.
Рис. 7. Кернеры: а — пневматический «пистолет», б — пневматический портативный А. Н. Подвысоцкого
Рис. 8. Циркули слесарные: а — точный, б — пружинный, в — составными иглами
Рис. 9. Разметочный штангенциркуль: а — устройство, б — нанесение прямых линий, а — разметка центра окружности
Разметочные циркули бывают: простои или с дугой, точный (рис. 8, а) и пружинный (рис. 8, б). Простой циркуль состоит из двух шарнирно соединенных ножек (рис. 8, а), целых или со вставными иглами (рис. 8, в), он позволяет установку нужного раствора ножек фиксировать винтов.
Рис. 10. Разметочный штангенциркуль
Рис. 11. Усовершенствованный разметочный штангенциркуль: 1 — стопорный зажим, 2 — резец, 3 — нониус, 4, 12 — зажимы, 5 — уровень, 6 — рамка, 7 — винт, 8 — хомутик, 9 — штанга, 10 — гайка, 11 — микровинт, 13, 14, 15 — вставки, 16 — удлинитесь
Слесари-новаторы, стремясь повысить точность разметки, совершенствуют конструкции циркулей.
Л. С. Новиков разработал конструкцию циркуля (рис. 8, г), состоящего из двух ножек, снабженных на концах закаленными иглами, и двух разъемных линз с 5-кратным увеличением.
Для точной установки размеров циркуль имеет микрометрический винт. Преимущества этого циркуля: удобство и высокая точность установки. Однако его детали требуют особо аккуратного обращения и хранения.
Особенностью конструкции циркуля (рис. 8, а) является устройство для установки циркуля непосредственно по его шкале с точностью до 0,2 мм. Микрометрические винты повышают точность этой установки. Сменные иглы затягиваются гайками.
Разметочный штангенциркуль (рис. 9, а) предназначен для точной разметки прямых линий (рис. 9, б) и центров (рис. 9, в).
Разметочный штангенциркуль (рис. 10) служит для разметки окружностей больших диаметров. Он имеет штангу с миллиметровыми делениями и две ножки — неподвижную со стопорным винтом и подвижную с рамкой и нониусом, стопорным винтом для закрепления рамки. Стопорный винт служит для крепления вставной иглы, которая перемещается вниз и вверх и может устанавливаться на разных уровнях.
Рис. 12. Рейсмас (а) и его примененное
Рамка с помощью микрометрического винта соединяется с хомутиком. Перемещается рамка по штанге вручную и закрепляется зажимом. Микрометрическая подача рамки осуществляется поворотом гайки при закрепленном хомутике винтом.
При разметке вначале устанавливают центрирующую опору, соответствующую базовому отверстию, затем на плоскость размечаемой детали устанавливается резец. После этого проверяют горизонтальное положение штангенциркуля по уровню, закрепляют резец стопорным зажимом и производят разметку.
Рейсмас является основным инструментом для пространственной разметки. Он служит для нанесения параллельных, вертикальных и горизонтальных линий, а также для проверки установки деталей на плите. Рейсмас состоит из чугунного основания (рис. 12, а), вертикальной стойки (штатива), винта с гайкой для крепления чертилки, установочного винта для подводки иглы на точную установку размера, планки и муфты. Применение рейсмаса показано на рис. 12.
Для более точной разметки применяют рейсмас с микрометрическим винтом.
Инструмент, применяемый при разметке
В качестве разметочного инструмента используются: чертилка, циркуль, штангенциркуль, рейсмас или штангенрейсмас, кернер, угольник, угломер, центроискатель, линейка и разметочная плита.
— стальной стержень диаметром 3-5 мм с острозаточенным концом для нанесения на металле разметочных линий (рисок) с помощью линейки, угольника или шаблона (рис. 21,
а
). Изготовляют чертилки из инструментальной стали У10 или У12. Широко применяются четыре вида чертилок — круглая, с отогнутым концом, со вставной иглой и карманная.
— инструмент для нанесения окружностей, дуг, для деления отрезков на части, а также для геометрических построений и переноса размеров с измерительных линеек на деталь (рис. 21,
б
). Состоит из двух стальных ножек
1
, заточенных на концах ишарнирно соединенных между собой специальной дугой с прорезью
2
. Применяются простые и пружинные циркули. Положение раствора ножек циркуля фиксируется при помощи специальных винтов
3
.





